 E -post:
E -post:  Tel:+86-13486478562
Tel:+86-13486478562
 Språk
Språk Applikationskategorier
- DK Arc Ion -beläggning
- DK DLC hård beläggning
- DK Optical Thin Film Coating
- DK PVD -beläggning
- DK -sputtrande beläggning
- UV -beläggningsproduktionsprocess
- Vilka är fördelarna med PVD -beläggning jämfört med traditionell elektroplätering?
- Vilka är egenskaperna hos PVD -beläggning?
- Vilka är färgerna på PVD -beläggningen?
- Vilka är filmtyperna av PVD -beläggningar?
- Vad är tjockleken på PVD -beläggning?
- Vilket substrat kan PVD -båge -kappa på?



DK Arc Ion -beläggning
Båge -beläggning
PVD-- Fysisk ångavsättning
En form av fysisk ångavsättning (PVD -beläggning) är bågebeläggning. Historien för PVD -beläggning började använda ARC -teknik, som har sitt ursprung i bågsvetsning.
Mål
Den metall som ska avdunsta placeras som fast block (mål) mot insidan av en vakuumkammare. En glödutsläpp antänds och körs på målet och lämnar ett fotavtryck. Små fläckar av några μm diameter målmaterial förångas. Rörelsen av bågen kan styras av magneter.
Plasmabeläggning
Det indunstade joniserade materialet används som plasmaskörning på en produkt som roterar inuti vakuumkammaren. Bågbeläggningar används som verktygsbeläggning och komponentbeläggning.
Exempel på beläggningar
Exempel på bågbeläggning är tenn, aitin, aicrn, tisin, tiCN, CRCN och CRN -beläggning
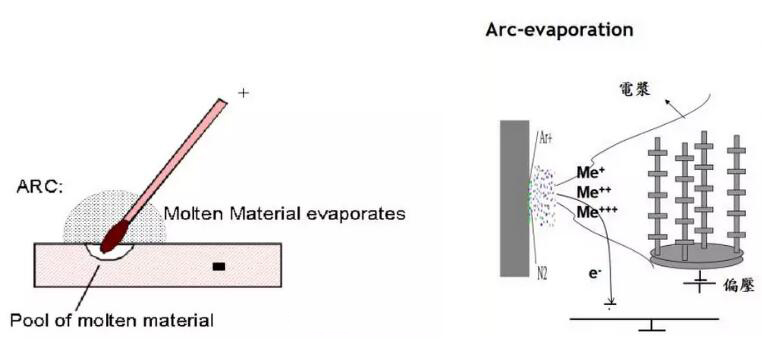
Schematisk vy av en PVD -bågprocess.
Karakteriserad av ARC -beläggningsteknik:
Höga avsättningshastigheter (1 ~ 3 μm/h) hög jonisering, vilket resulterar i god vidhäftning och täta beläggningar När målet är kylt, genereras lite värme till underlaget, till och med beläggningen vid temperaturer under 100 ℃ är möjliga flera sammansättningar av metaller kan undvikas, vilket lämnar det återstående fast målet som inte är förverkat i dess sammansättning. Katoderna kan placeras i valfritt läge (horisontellt, vertikalt, upp och ner), vilket möjliggör flexibel maskindesign.
De viktigaste nackdelarna med ARC -beläggningsteknik:
Begränsad typ av målmaterial - Endast metaller (inga oxider) - som inte har en för låg förångningstemperatur på grund av den höga strömtätheten En viss mängd av målmaterialet matas ut som små vätskedroppar.
Detaljerad information
 Tel: +86-13486478562
Tel: +86-13486478562 FAX: +86-574-62496601
FAX: +86-574-62496601 E -post: [email protected]
E -post: [email protected] Address: Nr 79 West Jinniu Road, Yuyao, Ningbo City, Zhejiang Provice, China
Address: Nr 79 West Jinniu Road, Yuyao, Ningbo City, Zhejiang Provice, China
